咨詢服務熱線 0710-7869688



News
 熱門推薦
熱門推薦
 爐襯修補料
爐襯修補料
 爐襯修補料批發
爐襯修補料批發
 鐵水包澆注料
鐵水包澆注料
 高性能防渣涂抹料
高性能防渣涂抹料
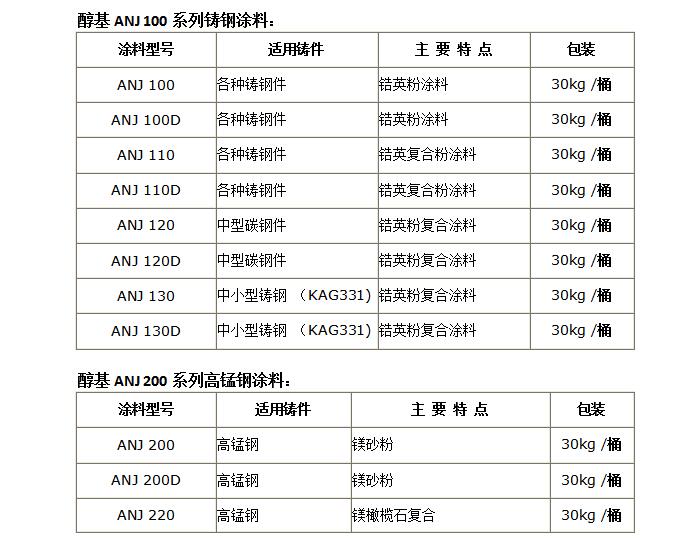 安耐捷涂料系列
安耐捷涂料系列
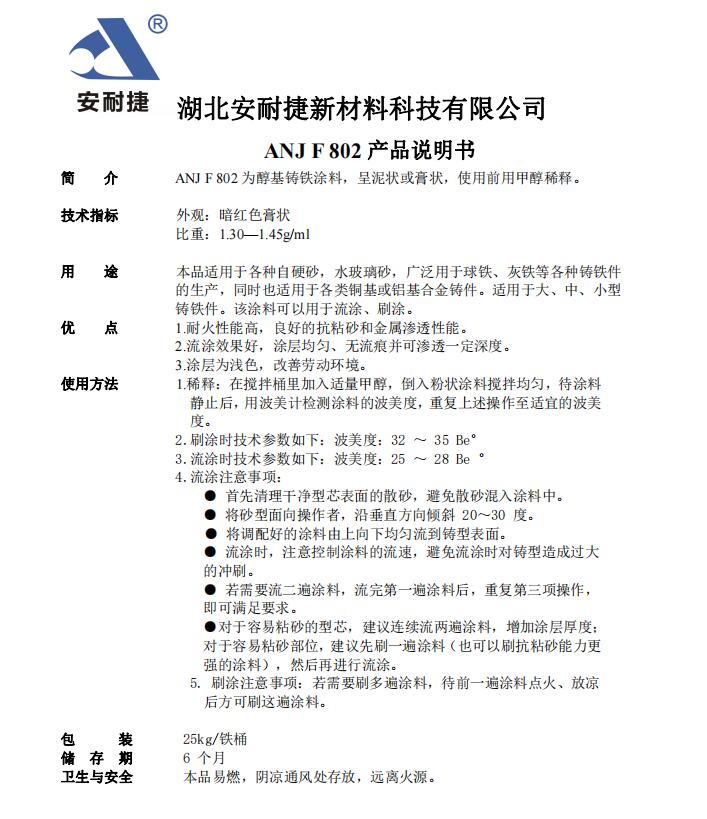 精品牛牛影視久久精品:產品說明ANJ F 802
精品牛牛影視久久精品:產品說明ANJ F 802
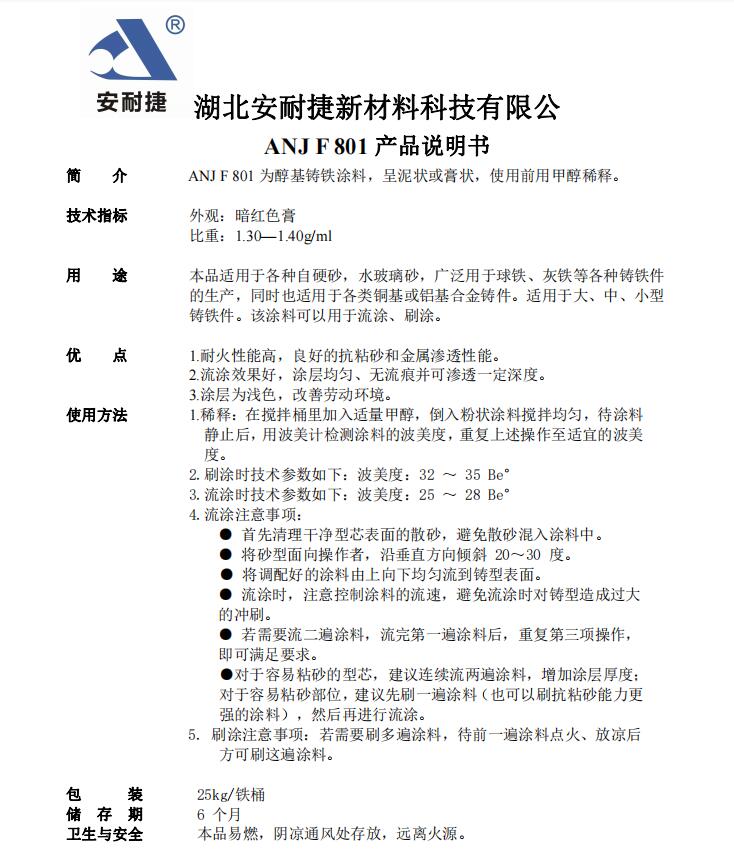 精品牛牛影視久久精品:產品說明ANJ F 801
精品牛牛影視久久精品:產品說明ANJ F 801
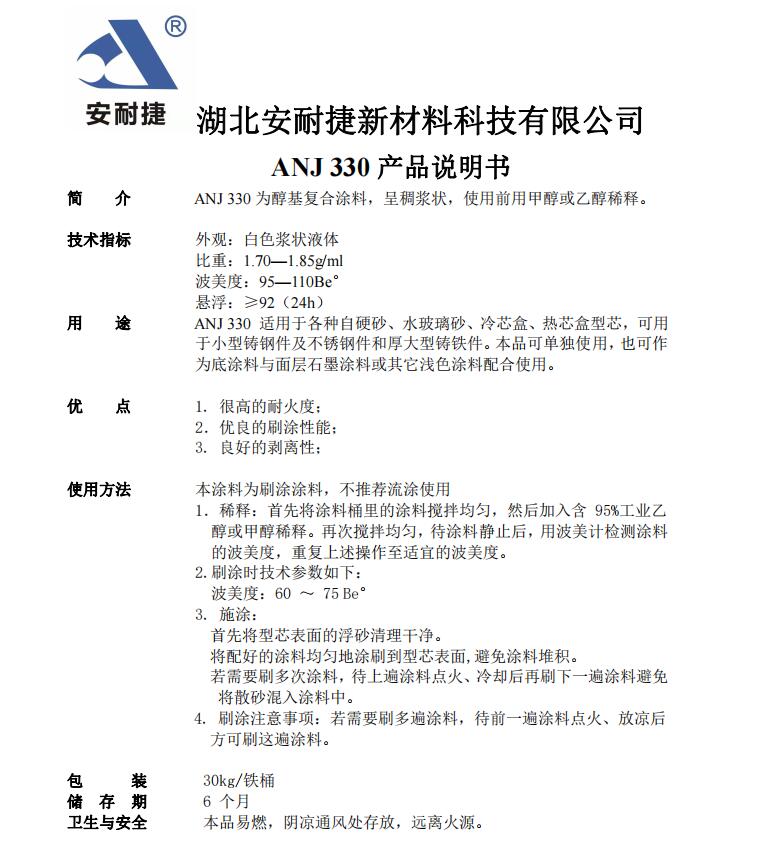 精品牛牛影視久久精品:ANJ產品說明書330
精品牛牛影視久久精品:ANJ產品說明書330
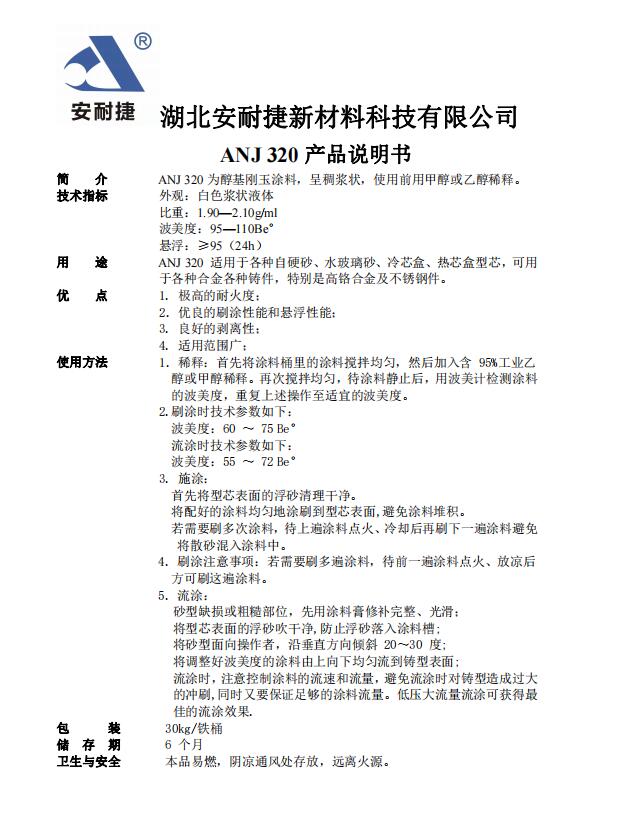 精品牛牛影視久久精品:ANJ產品說明書320
精品牛牛影視久久精品:ANJ產品說明書320
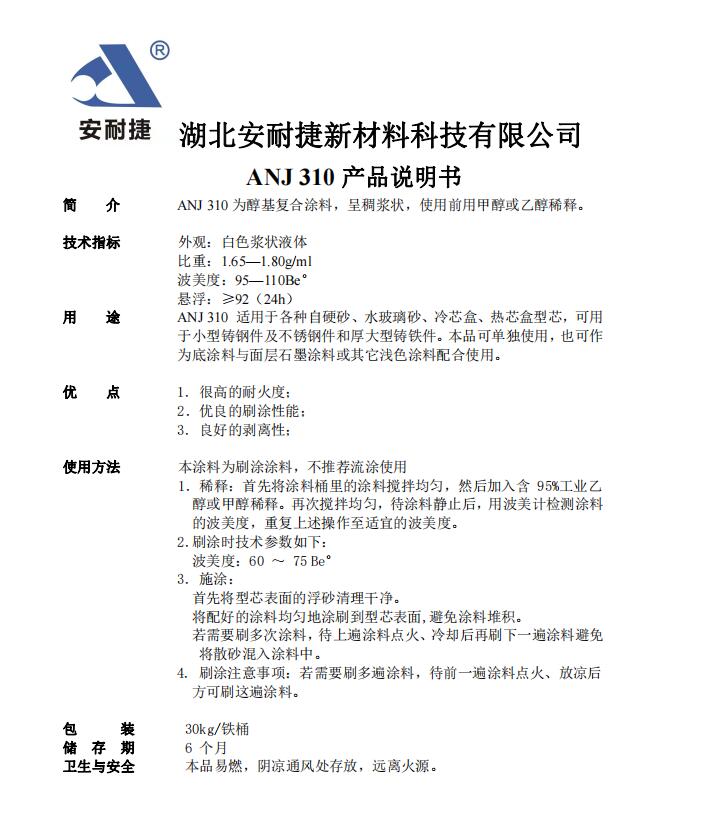 精品牛牛影視久久精品:ANJ產品說明書310
精品牛牛影視久久精品:ANJ產品說明書310
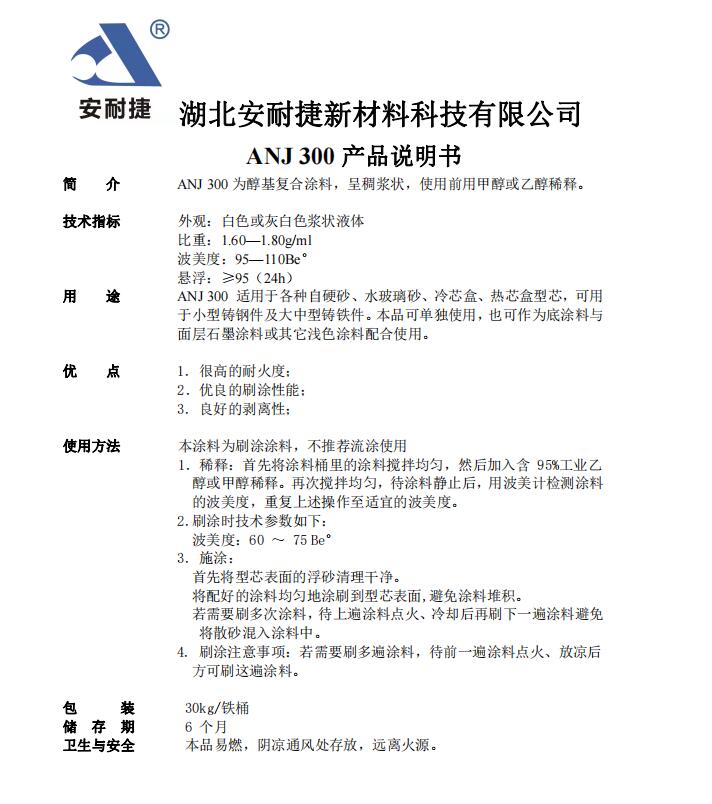 精品牛牛影視久久精品:ANJ產品說明書300
精品牛牛影視久久精品:ANJ產品說明書300
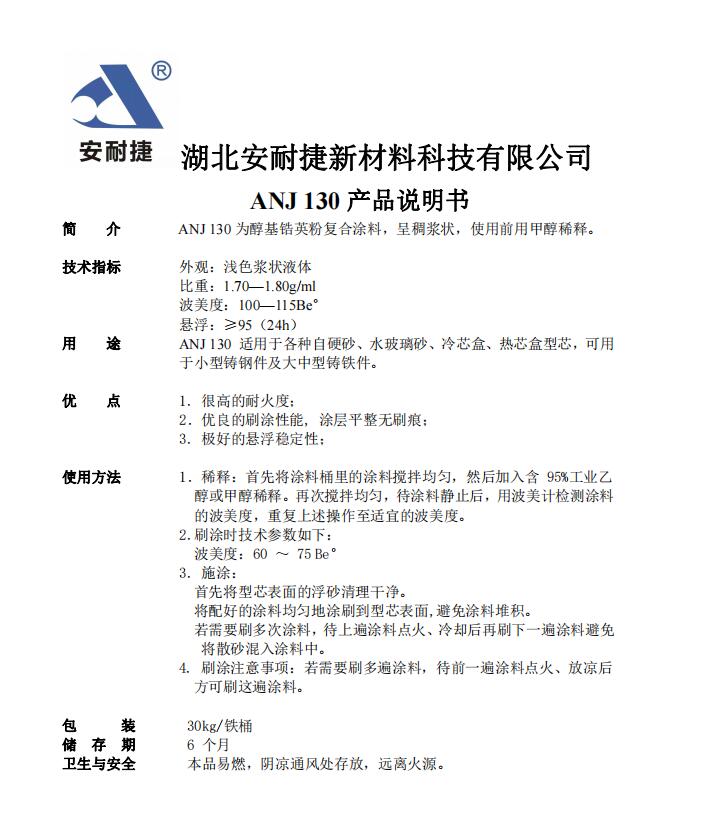 精品牛牛影視久久精品:ANJ產品說明書130
精品牛牛影視久久精品:ANJ產品說明書130
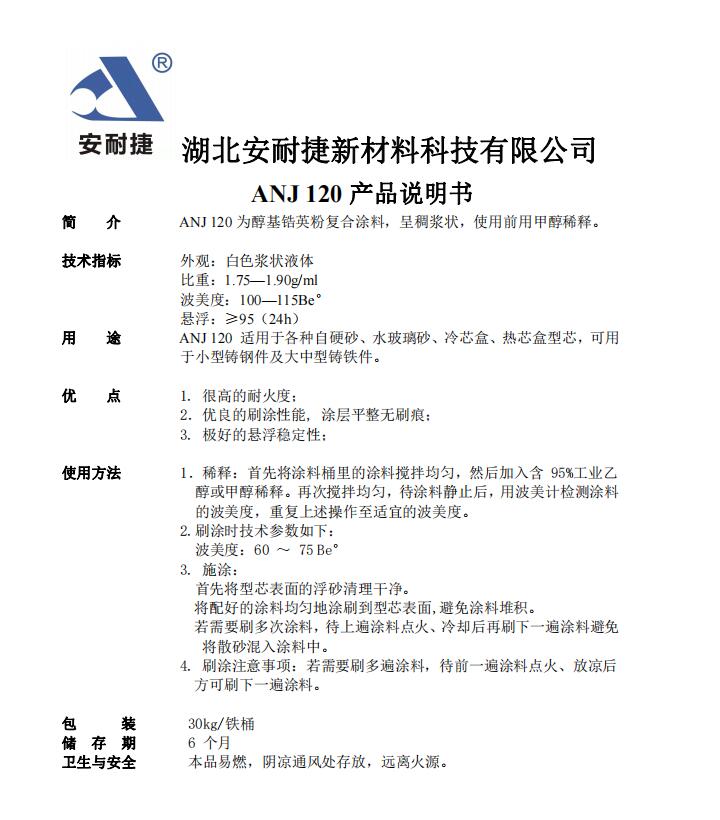 精品牛牛影視久久精品:ANJ產品說明書120
精品牛牛影視久久精品:ANJ產品說明書120
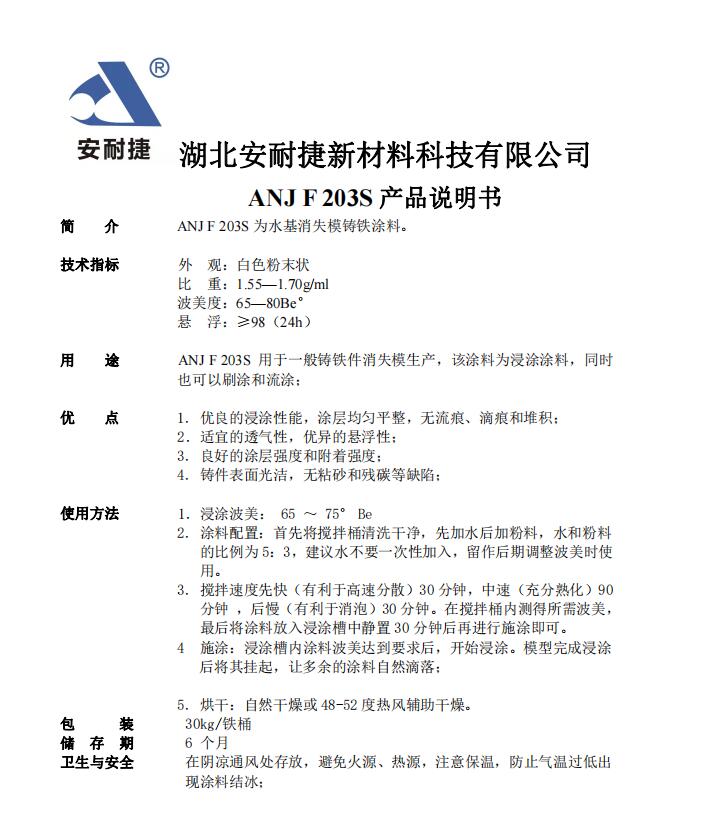 精品牛牛影視久久精品:ANJ產品說明F 203S
精品牛牛影視久久精品:ANJ產品說明F 203S
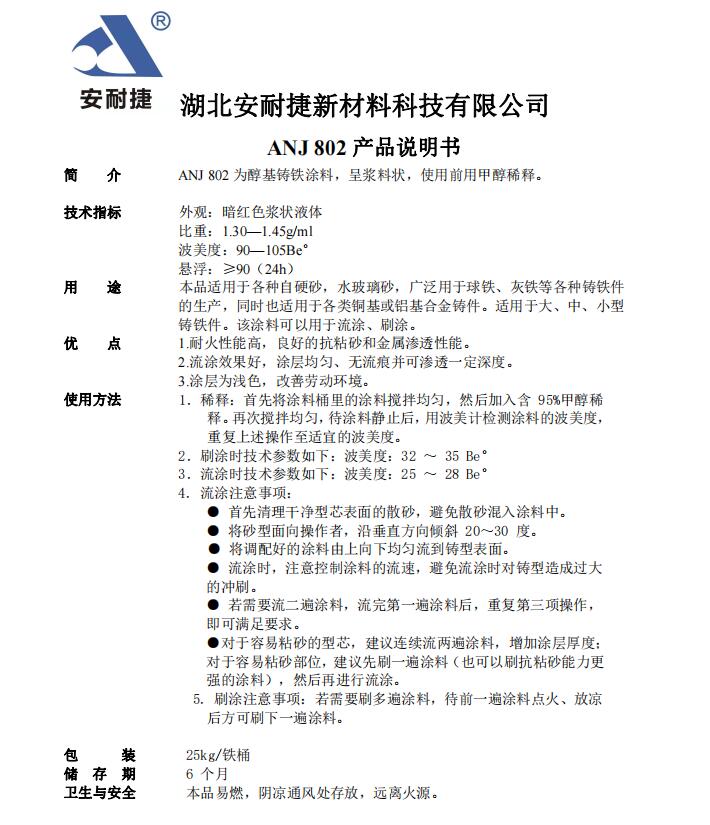 精品牛牛影視久久精品:ANJ產品說明802
精品牛牛影視久久精品:ANJ產品說明802
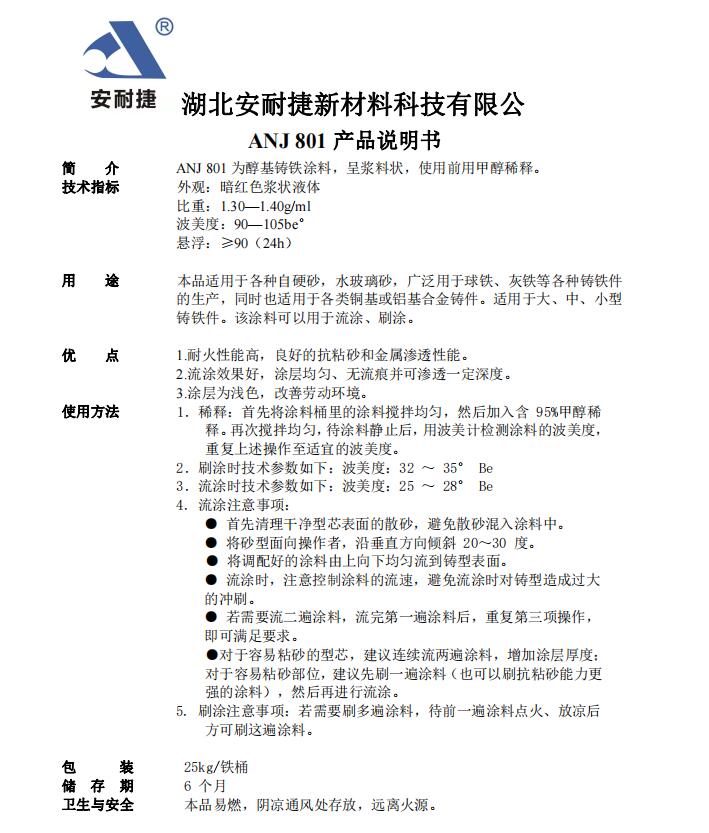 精品牛牛影視久久精品:ANJ產品說明801
精品牛牛影視久久精品:ANJ產品說明801
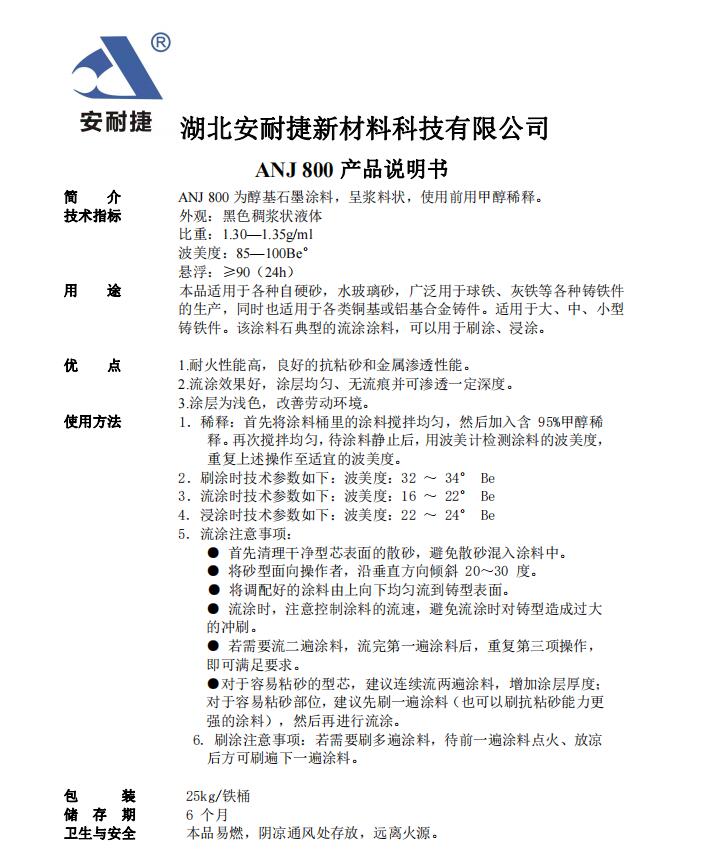 精品牛牛影視久久精品:ANJ產品說明800
精品牛牛影視久久精品:ANJ產品說明800
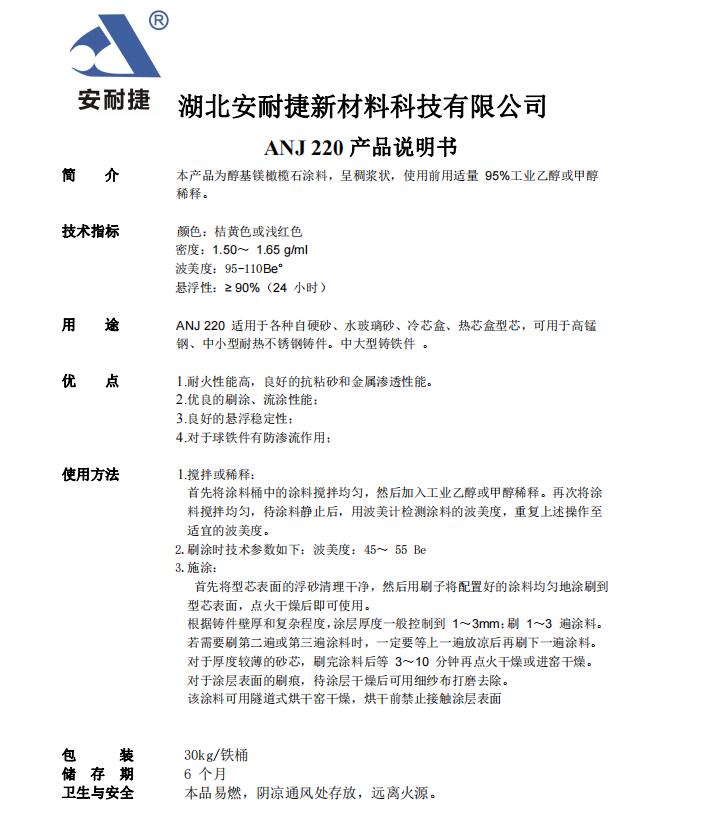 精品牛牛影視久久精品:ANJ產品說明220
精品牛牛影視久久精品:ANJ產品說明220
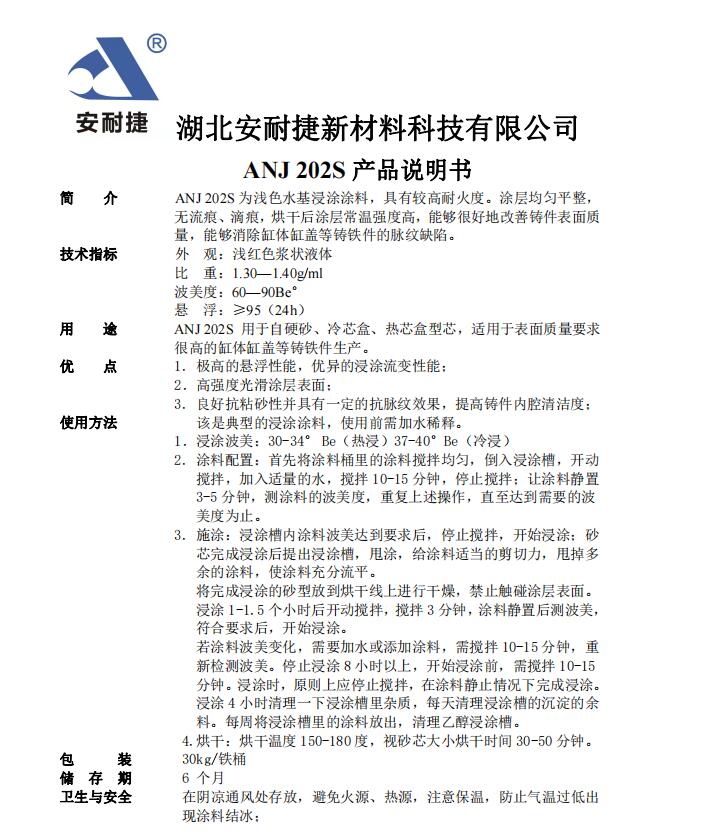 精品牛牛影視久久精品:ANJ產品說明202S
精品牛牛影視久久精品:ANJ產品說明202S
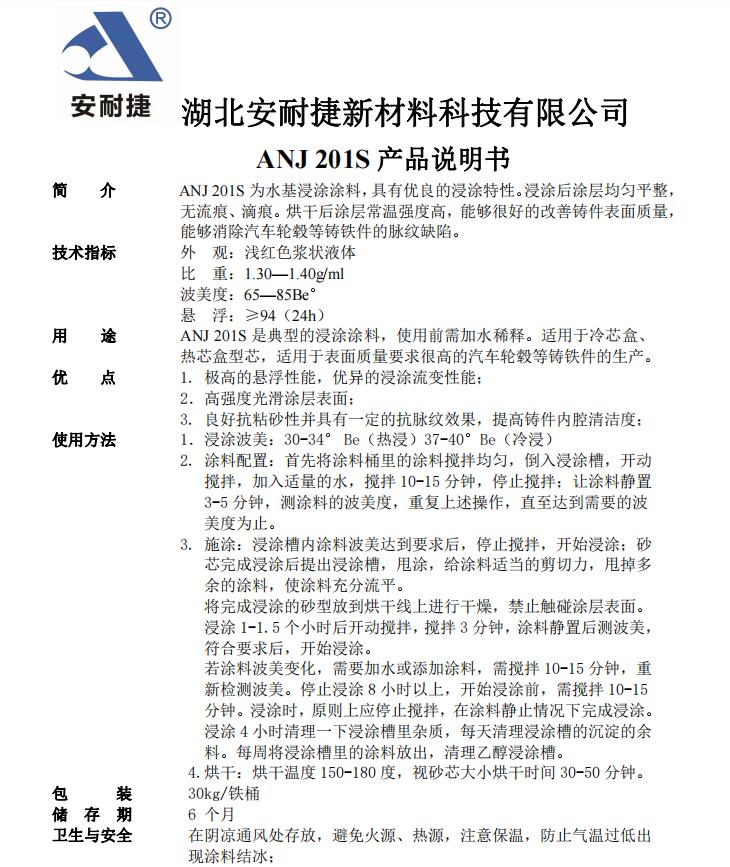 精品牛牛影視久久精品:ANJ產品說明201S
精品牛牛影視久久精品:ANJ產品說明201S
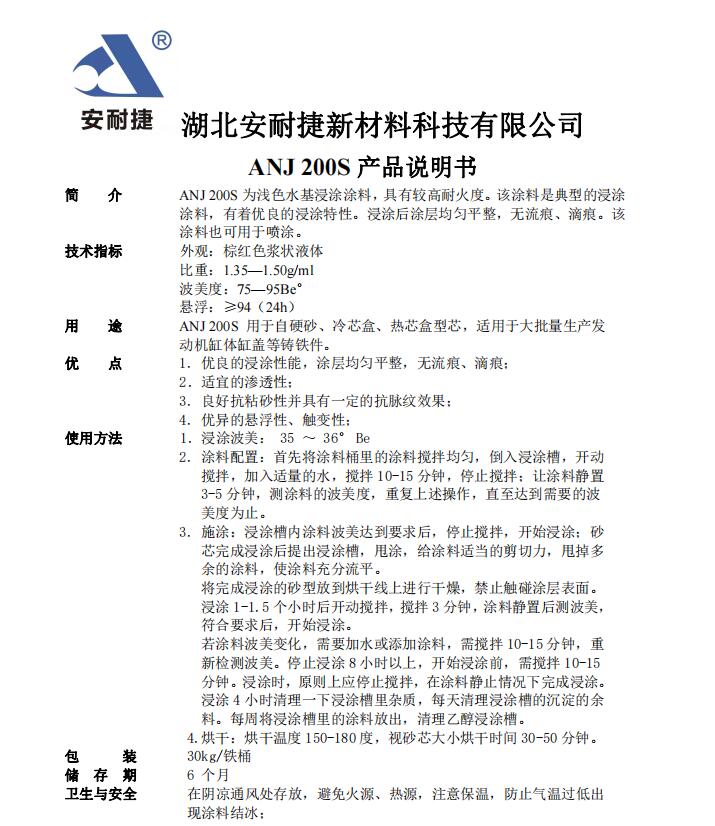 精品牛牛影視久久精品:ANJ產品說明200S
精品牛牛影視久久精品:ANJ產品說明200S
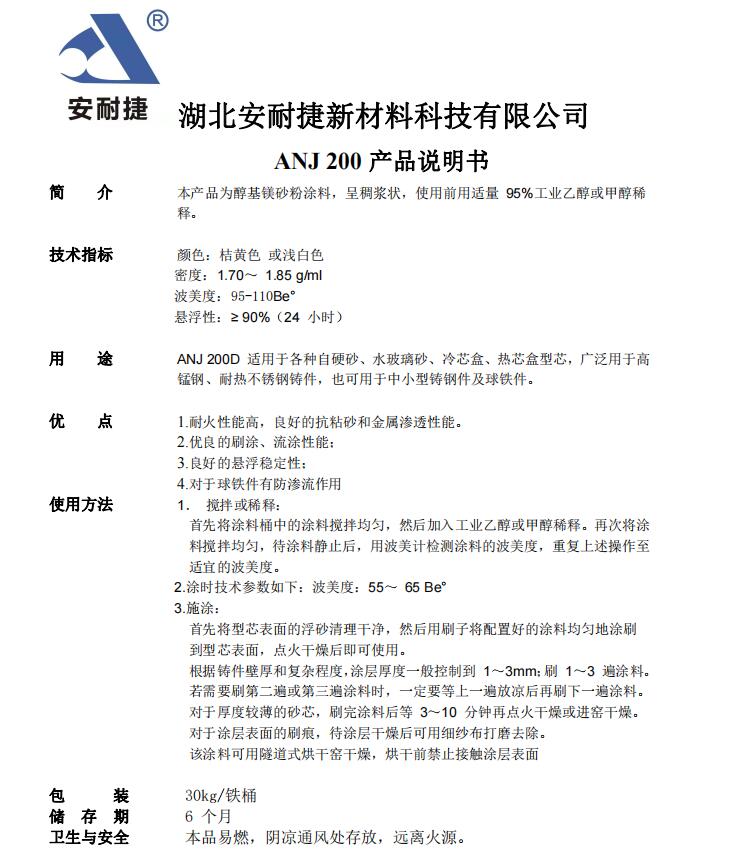 精品牛牛影視久久精品:ANJ產品說明200
精品牛牛影視久久精品:ANJ產品說明200
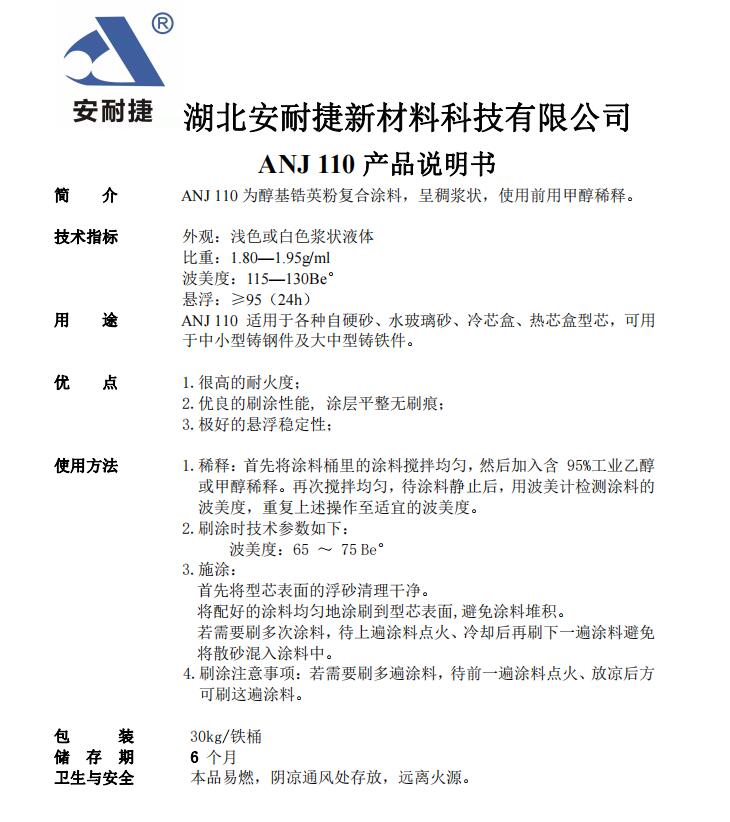 精品牛牛影視久久精品:ANJ產品說明110
精品牛牛影視久久精品:ANJ產品說明110
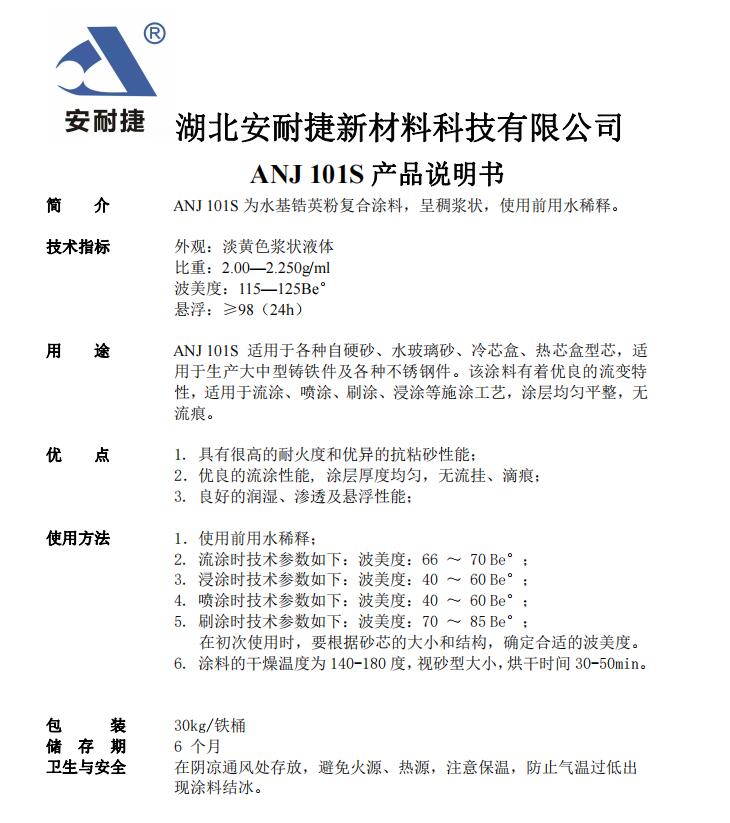 精品牛牛影視久久精品:ANJ產品說明101S
精品牛牛影視久久精品:ANJ產品說明101S
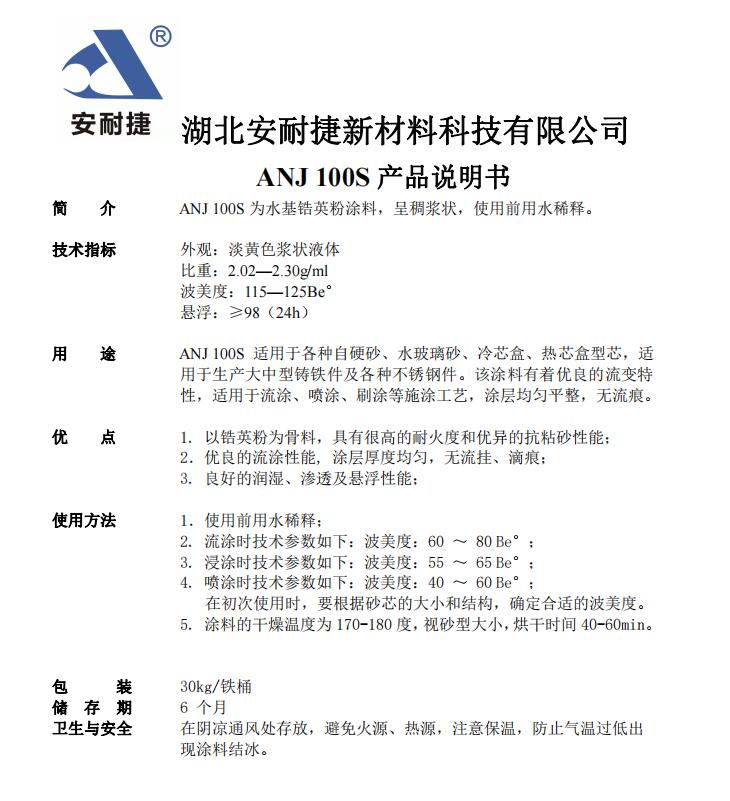 精品牛牛影視久久精品:ANJ產品說明100S
精品牛牛影視久久精品:ANJ產品說明100S
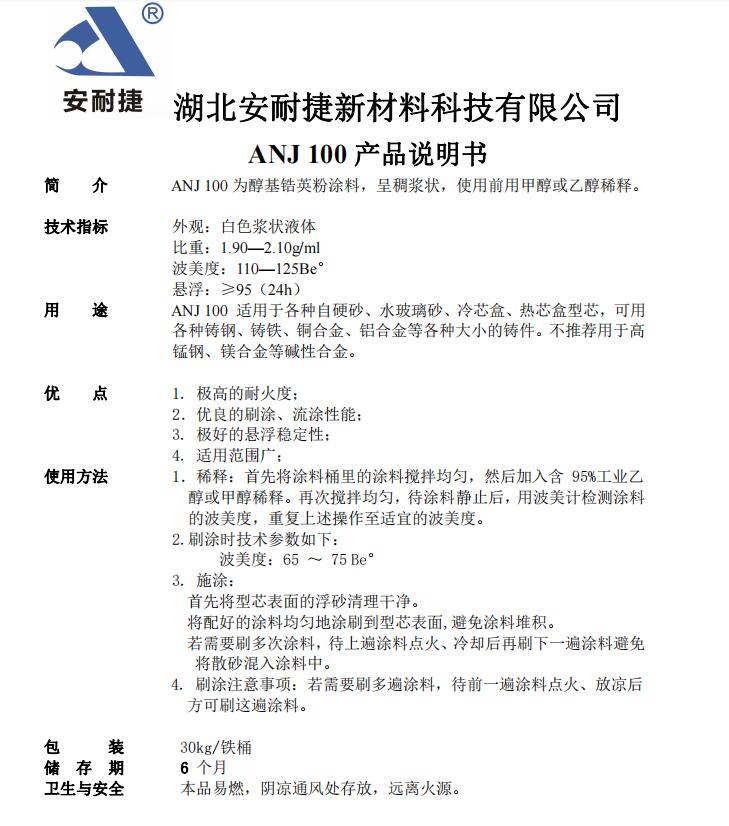 精品牛牛影視久久精品:ANJ產品說明100
精品牛牛影視久久精品:ANJ產品說明100
 精品牛牛影視久久精品:安耐捷F-200G高發熱冒口產品說明
精品牛牛影視久久精品:安耐捷F-200G高發熱冒口產品說明
 精品牛牛影視久久精品:ANJF-909發熱冒口覆蓋劑說明書
精品牛牛影視久久精品:ANJF-909發熱冒口覆蓋劑說明書
 精品牛牛影視久久精品:ANJF-400D冒口說明書
精品牛牛影視久久精品:ANJF-400D冒口說明書
 精品牛牛影視久久精品:ANJF-300B發熱保溫板
精品牛牛影視久久精品:ANJF-300B發熱保溫板
 精品牛牛影視久久精品:ANJF-200X說明書
精品牛牛影視久久精品:ANJF-200X說明書
 精品牛牛影視久久精品:ANJF-100B冒口說明書
精品牛牛影視久久精品:ANJF-100B冒口說明書
 安耐捷冒口介紹
安耐捷冒口介紹
 安耐捷冒口名稱
安耐捷冒口名稱
 涂料系列
涂料系列
 冒口系列
冒口系列
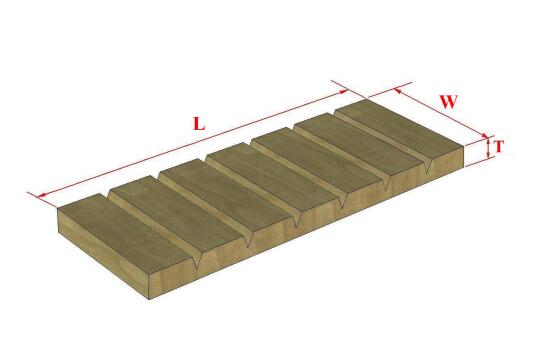
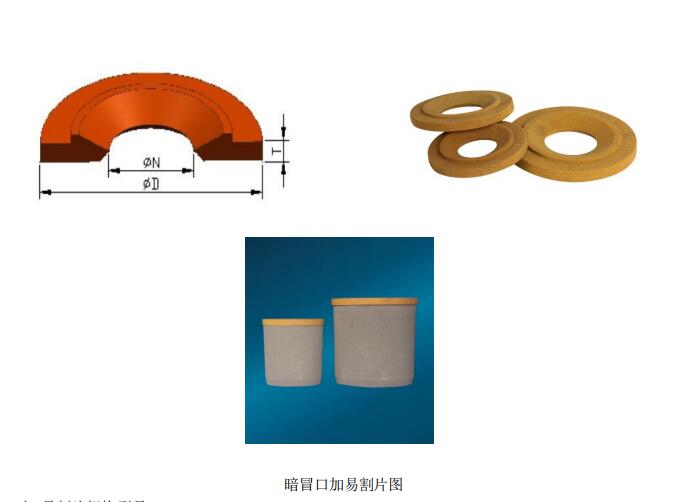 精品牛牛影視久久精品:安耐捷F-EGP系列冒口易割片
精品牛牛影視久久精品:安耐捷F-EGP系列冒口易割片
 精品牛牛影視久久精品:鑄造用ANJ-F系列高效發熱冒口應用技術
精品牛牛影視久久精品:鑄造用ANJ-F系列高效發熱冒口應用技術
 耐火涂料
耐火涂料
 精品牛牛影視久久精品:廣東煉鋼電爐爐料如何選擇
精品牛牛影視久久精品:廣東煉鋼電爐爐料如何選擇
 精品牛牛影視久久精品:湖北武漢襄陽耐火材料
精品牛牛影視久久精品:湖北武漢襄陽耐火材料
 精品牛牛影視久久精品:溫州打爐料坩堝解決方案
精品牛牛影視久久精品:溫州打爐料坩堝解決方案
 成型坩鍋
成型坩鍋
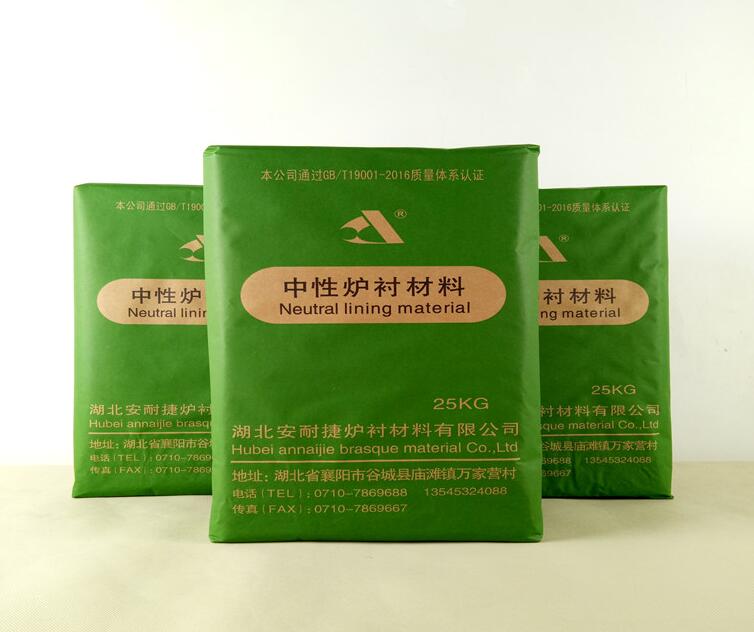
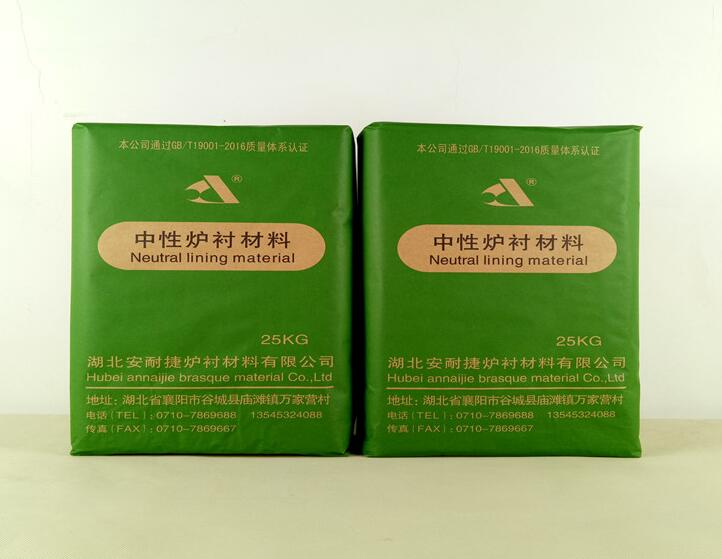
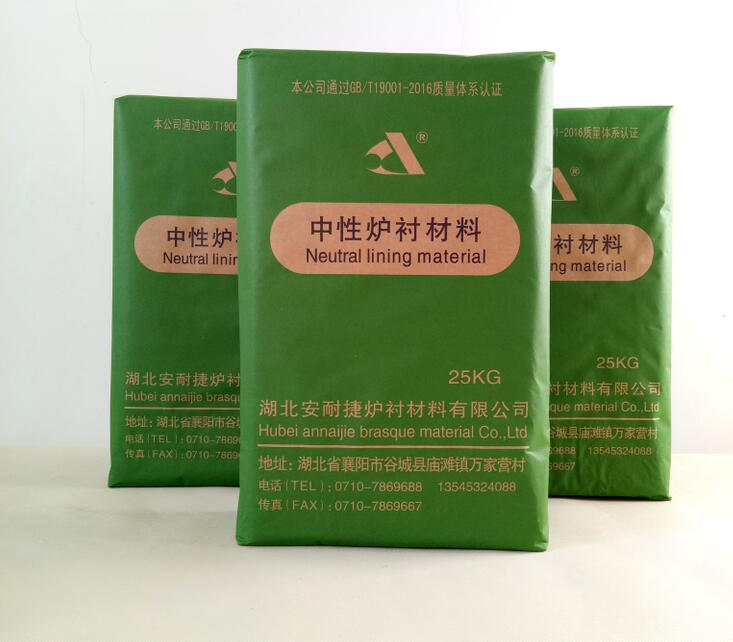
 中性爐襯材料
中性爐襯材料
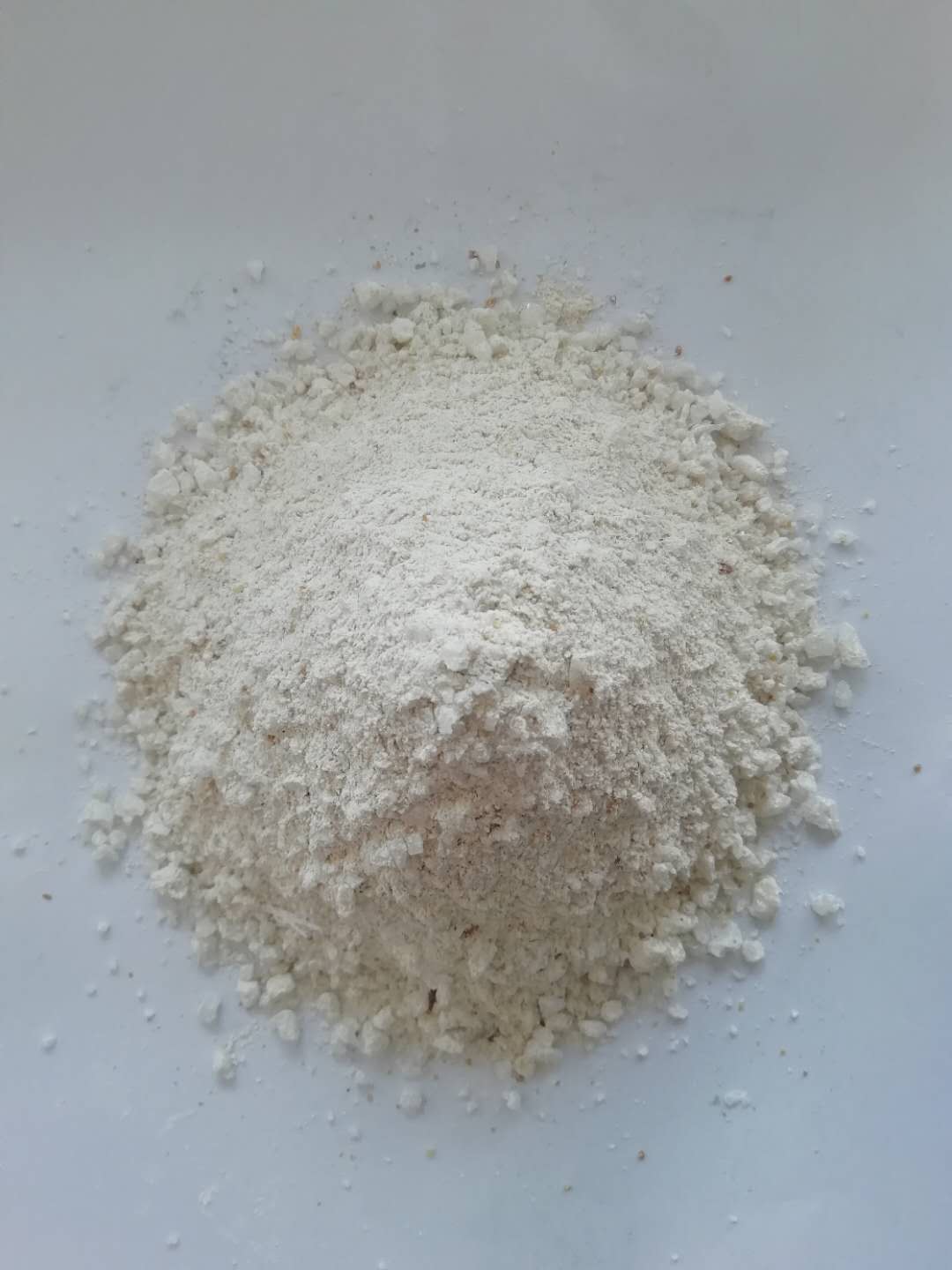
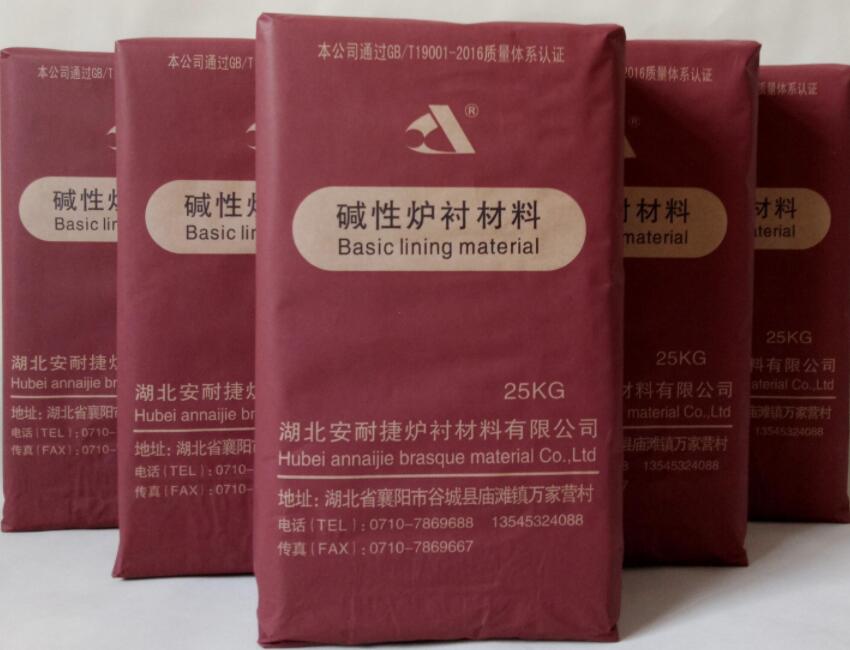 堿性爐襯材料
堿性爐襯材料
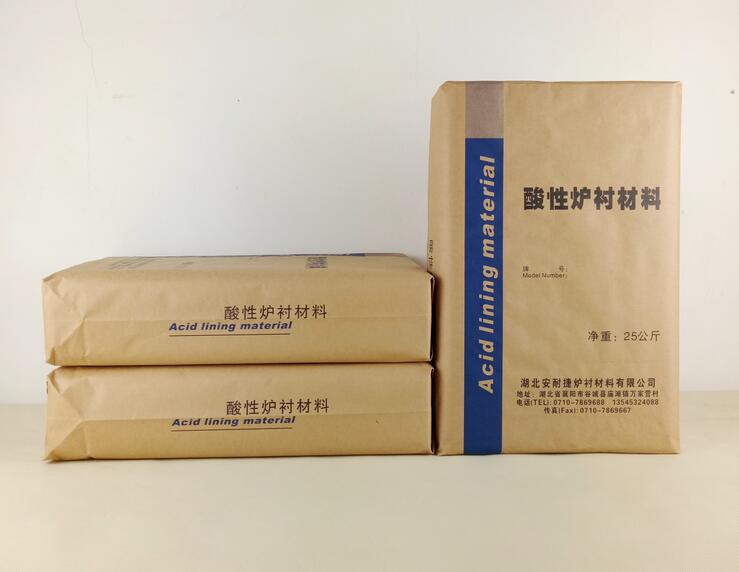 精品牛牛影視久久精品:酸性爐襯材料F系列
精品牛牛影視久久精品:酸性爐襯材料F系列
 線圈膠泥
線圈膠泥
 無碳鋼包耐火材料
無碳鋼包耐火材料
 中性爐襯材料廠家
中性爐襯材料廠家
 中性爐襯材料批發
中性爐襯材料批發
 中性爐襯材料報價
中性爐襯材料報價
 中性爐襯材料銷售
中性爐襯材料銷售
 中性爐襯材料生產
中性爐襯材料生產
 線圈膠泥廠家
線圈膠泥廠家
 精品牛牛影視久久精品:酸性爐襯材料A系列
精品牛牛影視久久精品:酸性爐襯材料A系列
 精品牛牛影視久久精品:酸性爐襯材料R系列
精品牛牛影視久久精品:酸性爐襯材料R系列
 精品牛牛影視久久精品:酸性爐襯材料G系列
精品牛牛影視久久精品:酸性爐襯材料G系列
 氣動振動筑爐機
氣動振動筑爐機
 澆注料
澆注料
 堿性爐襯材料廠家
堿性爐襯材料廠家
 高性能修補料
高性能修補料
 搗打料價格
搗打料價格
 鐵水包澆注料
鐵水包澆注料
 搗 打 料
搗 打 料
 澆注料廠家
澆注料廠家
 透熱爐料
透熱爐料
 精品牛牛影視久久精品:酸性爐襯材料2系列
精品牛牛影視久久精品:酸性爐襯材料2系列
 搗打料廠家
搗打料廠家
 堿性爐襯材料批發
堿性爐襯材料批發
 堿性爐襯材料報價
堿性爐襯材料報價
 精品牛牛影視久久精品:酸性爐襯材料3系列
精品牛牛影視久久精品:酸性爐襯材料3系列
 精品牛牛影視久久精品:酸性爐襯材料D系列
精品牛牛影視久久精品:酸性爐襯材料D系列
 電動筑爐機
電動筑爐機
 中性爐襯材料價格
中性爐襯材料價格
 精品牛牛影視久久精品:中性爐襯材料烤爐工藝
精品牛牛影視久久精品:中性爐襯材料烤爐工藝
 精品牛牛影視久久精品:中性爐襯材料烘爐工藝
精品牛牛影視久久精品:中性爐襯材料烘爐工藝
 精品牛牛影視久久精品:60噸中頻電爐工藝
精品牛牛影視久久精品:60噸中頻電爐工藝
 精品牛牛影視久久精品:45噸爐氣動筑爐烘爐工藝
精品牛牛影視久久精品:45噸爐氣動筑爐烘爐工藝
 精品牛牛影視久久精品:40噸爐氣動筑爐烘爐工藝
精品牛牛影視久久精品:40噸爐氣動筑爐烘爐工藝
 精品牛牛影視久久精品:10-15噸中頻爐氣動筑爐烘爐及維護工藝
精品牛牛影視久久精品:10-15噸中頻爐氣動筑爐烘爐及維護工藝
 精品牛牛影視久久精品:5噸中性料施工工藝
精品牛牛影視久久精品:5噸中性料施工工藝
 精品牛牛影視久久精品:3噸中性料施工工藝
精品牛牛影視久久精品:3噸中性料施工工藝
 精品牛牛影視久久精品:2噸中性料施工工藝
精品牛牛影視久久精品:2噸中性料施工工藝
 精品牛牛影視久久精品:1.5噸中性料施工工藝
精品牛牛影視久久精品:1.5噸中性料施工工藝
 精品牛牛影視久久精品:0.75噸中性料施工工藝
精品牛牛影視久久精品:0.75噸中性料施工工藝
 精品牛牛影視久久精品:中性爐襯材料LFS-983產品介紹
精品牛牛影視久久精品:中性爐襯材料LFS-983產品介紹
 精品牛牛影視久久精品:中性爐襯材料LFS-982產品介紹
精品牛牛影視久久精品:中性爐襯材料LFS-982產品介紹
 精品牛牛影視久久精品:中性爐襯材料LFS-885CR產品介紹
精品牛牛影視久久精品:中性爐襯材料LFS-885CR產品介紹
 精品牛牛影視久久精品:中性爐襯材料LFS-882A產品介紹
精品牛牛影視久久精品:中性爐襯材料LFS-882A產品介紹
 精品牛牛影視久久精品:中性爐襯材料C-90產品介紹
精品牛牛影視久久精品:中性爐襯材料C-90產品介紹
 中性爐襯材料
中性爐襯材料
 中性料檢驗報告
中性料檢驗報告
 精品牛牛影視久久精品:中性料C-75熔鋁產品介紹
精品牛牛影視久久精品:中性料C-75熔鋁產品介紹
 精品牛牛影視久久精品:8噸酸性料施工工藝
精品牛牛影視久久精品:8噸酸性料施工工藝
 精品牛牛影視久久精品:3噸酸性料施工工藝
精品牛牛影視久久精品:3噸酸性料施工工藝
 3噸酸性料工藝
3噸酸性料工藝
 2噸酸性料工藝
2噸酸性料工藝
 精品牛牛影視久久精品:1噸酸性料施工工藝
精品牛牛影視久久精品:1噸酸性料施工工藝
 精品牛牛影視久久精品:0.75噸酸性料施工工藝
精品牛牛影視久久精品:0.75噸酸性料施工工藝
 精品牛牛影視久久精品:0.5噸酸性料工藝
精品牛牛影視久久精品:0.5噸酸性料工藝


鍛造:主要(yao)是在高溫下用(yong)擠壓的方法成型。可(ke)以細(xi)化(hua)制(zhi)件(jian)中的晶(jing)粒。
鑄造(zao)和鍛造(zao)電(dian)爐爐襯的打爐料選(xuan)(xuan)(xuan)擇(ze)(ze):需要根(gen)據各自的爐噸位大小(xiao)、出水溫度、熔煉的金(jin)屬情況等來選(xuan)(xuan)(xuan)擇(ze)(ze),對于施工(gong)工(gong)藝的選(xuan)(xuan)(xuan)擇(ze)(ze)盡可能的選(xuan)(xuan)(xuan)擇(ze)(ze)經驗豐富(fu)的爐工(gong),并且(qie)根(gen)據爐料廠家的現場指導建議,“因地適宜”的選(xuan)(xuan)(xuan)擇(ze)(ze)爐料和打爐。
6、鑄(zhu)(zhu)造(zao)工(gong)藝通常包括:①鑄(zhu)(zhu)型(xing)(xing)(使液(ye)態金(jin)(jin)屬成為固態鑄(zhu)(zhu)件(jian)(jian)的容器)準備,鑄(zhu)(zhu)型(xing)(xing)按所用材料可分為砂型(xing)(xing)、金(jin)(jin)屬型(xing)(xing)、陶瓷型(xing)(xing)、泥型(xing)(xing)、石墨型(xing)(xing)等,按使用次(ci)數可分為一次(ci)性型(xing)(xing)、半型(xing)(xing)和型(xing)(xing),鑄(zhu)(zhu)型(xing)(xing)準備的優劣是影(ying)響鑄(zhu)(zhu)件(jian)(jian)質量(liang)的主要(yao)因(yin)素;②鑄(zhu)(zhu)造(zao)金(jin)(jin)屬的熔(rong)化與澆注,鑄(zhu)(zhu)造(zao)金(jin)(jin)屬(鑄(zhu)(zhu)造(zao)合金(jin)(jin))主要(yao)有鑄(zhu)(zhu)鐵、鑄(zhu)(zhu)鋼和鑄(zhu)(zhu)造(zao)有色合金(jin)(jin);③鑄(zhu)(zhu)件(jian)(jian)處理和檢(jian)驗,鑄(zhu)(zhu)件(jian)(jian)處理包括清除型(xing)(xing)芯(xin)和鑄(zhu)(zhu)件(jian)(jian)表面(mian)異(yi)物、切除澆冒口、鏟磨毛刺和披縫等凸出物以及熱處理、整形、防銹處理和粗加工(gong)等。


 當前位置:
當前位置:
