咨詢服務熱線 0710-7869688



News
 熱門推薦
熱門推薦
 爐襯修補料
爐襯修補料
 爐襯修補料批發
爐襯修補料批發
 鐵水包澆注料
鐵水包澆注料
 高性能防渣涂抹料
高性能防渣涂抹料
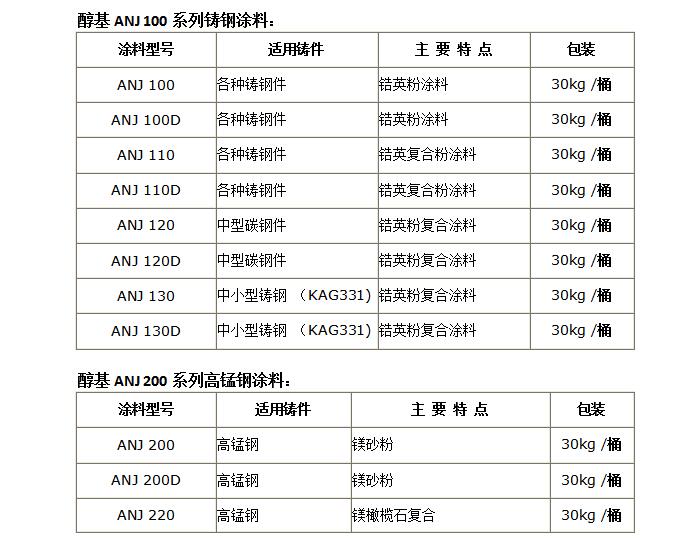 安耐捷涂料系列
安耐捷涂料系列
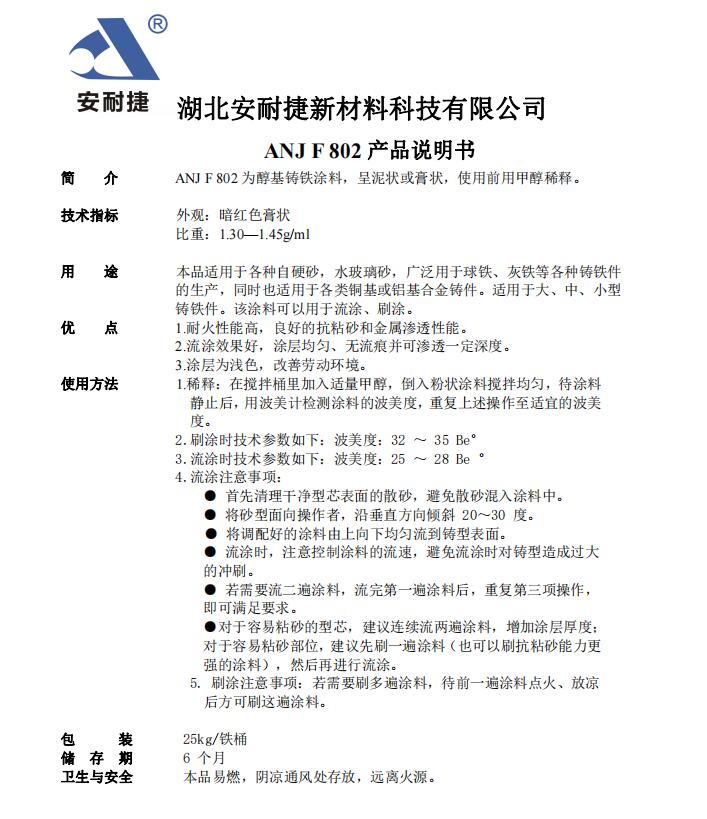 精品牛牛影視久久精品:產品說明ANJ F 802
精品牛牛影視久久精品:產品說明ANJ F 802
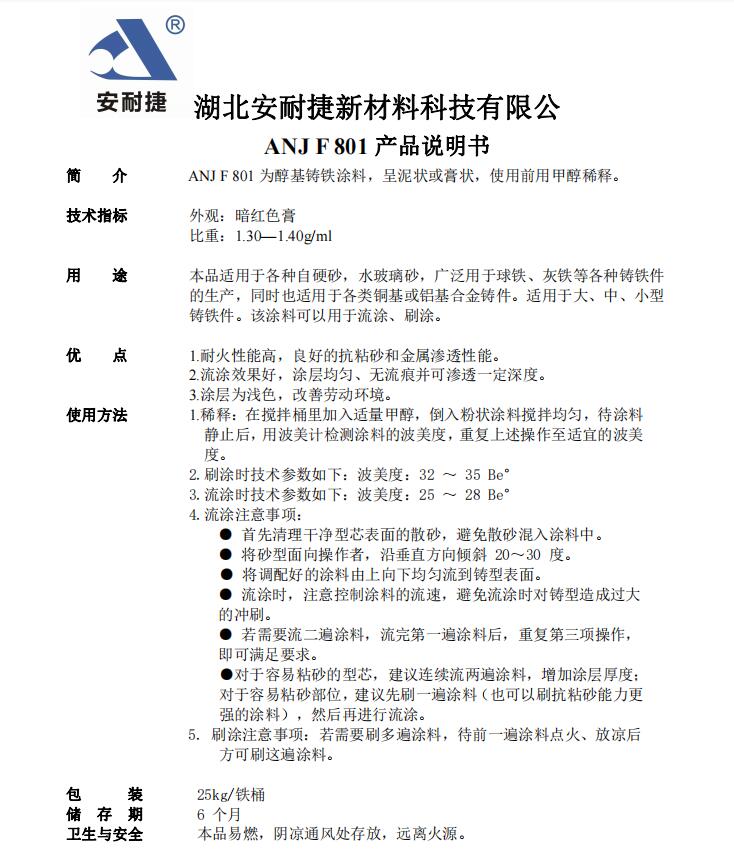 精品牛牛影視久久精品:產品說明ANJ F 801
精品牛牛影視久久精品:產品說明ANJ F 801
 精品牛牛影視久久精品:ANJ產品說明書330
精品牛牛影視久久精品:ANJ產品說明書330
 精品牛牛影視久久精品:ANJ產品說明書320
精品牛牛影視久久精品:ANJ產品說明書320
 精品牛牛影視久久精品:ANJ產品說明書310
精品牛牛影視久久精品:ANJ產品說明書310
 精品牛牛影視久久精品:ANJ產品說明書300
精品牛牛影視久久精品:ANJ產品說明書300
 精品牛牛影視久久精品:ANJ產品說明書130
精品牛牛影視久久精品:ANJ產品說明書130
 精品牛牛影視久久精品:ANJ產品說明書120
精品牛牛影視久久精品:ANJ產品說明書120
 精品牛牛影視久久精品:ANJ產品說明F 203S
精品牛牛影視久久精品:ANJ產品說明F 203S
 精品牛牛影視久久精品:ANJ產品說明802
精品牛牛影視久久精品:ANJ產品說明802
 精品牛牛影視久久精品:ANJ產品說明801
精品牛牛影視久久精品:ANJ產品說明801
 精品牛牛影視久久精品:ANJ產品說明800
精品牛牛影視久久精品:ANJ產品說明800
 精品牛牛影視久久精品:ANJ產品說明220
精品牛牛影視久久精品:ANJ產品說明220
 精品牛牛影視久久精品:ANJ產品說明202S
精品牛牛影視久久精品:ANJ產品說明202S
 精品牛牛影視久久精品:ANJ產品說明201S
精品牛牛影視久久精品:ANJ產品說明201S
 精品牛牛影視久久精品:ANJ產品說明200S
精品牛牛影視久久精品:ANJ產品說明200S
 精品牛牛影視久久精品:ANJ產品說明200
精品牛牛影視久久精品:ANJ產品說明200
 精品牛牛影視久久精品:ANJ產品說明110
精品牛牛影視久久精品:ANJ產品說明110
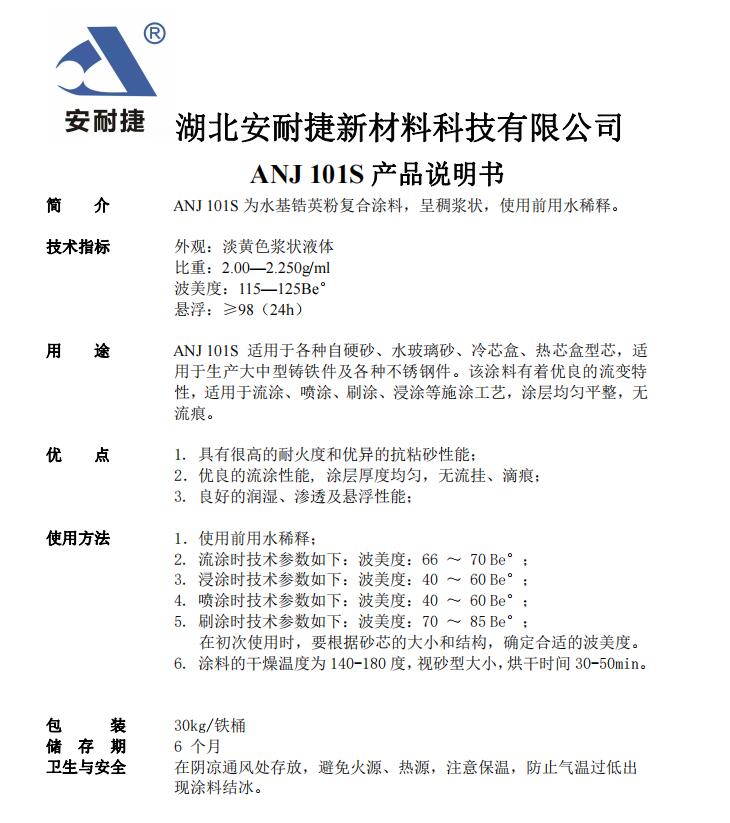 精品牛牛影視久久精品:ANJ產品說明101S
精品牛牛影視久久精品:ANJ產品說明101S
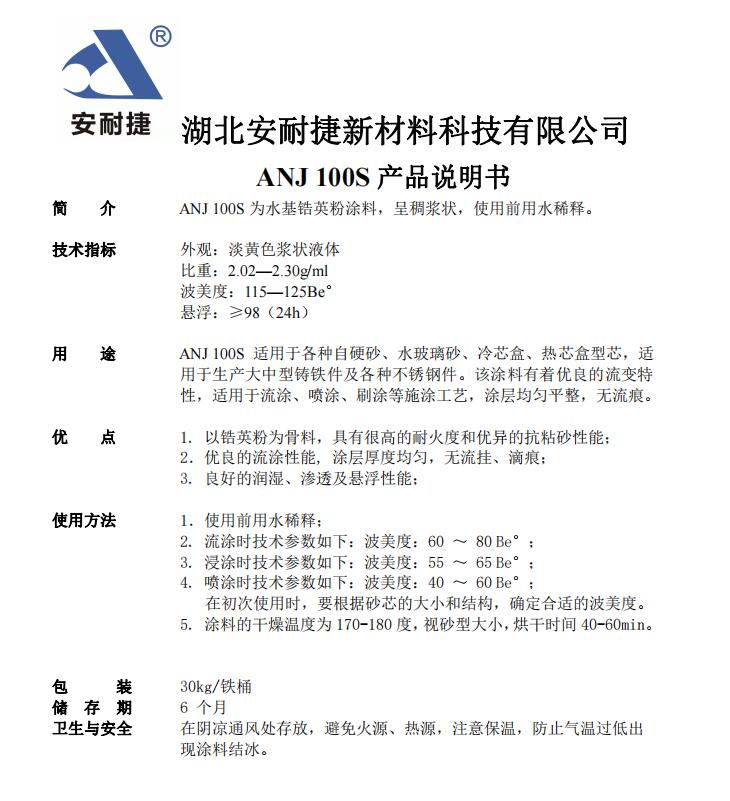 精品牛牛影視久久精品:ANJ產品說明100S
精品牛牛影視久久精品:ANJ產品說明100S
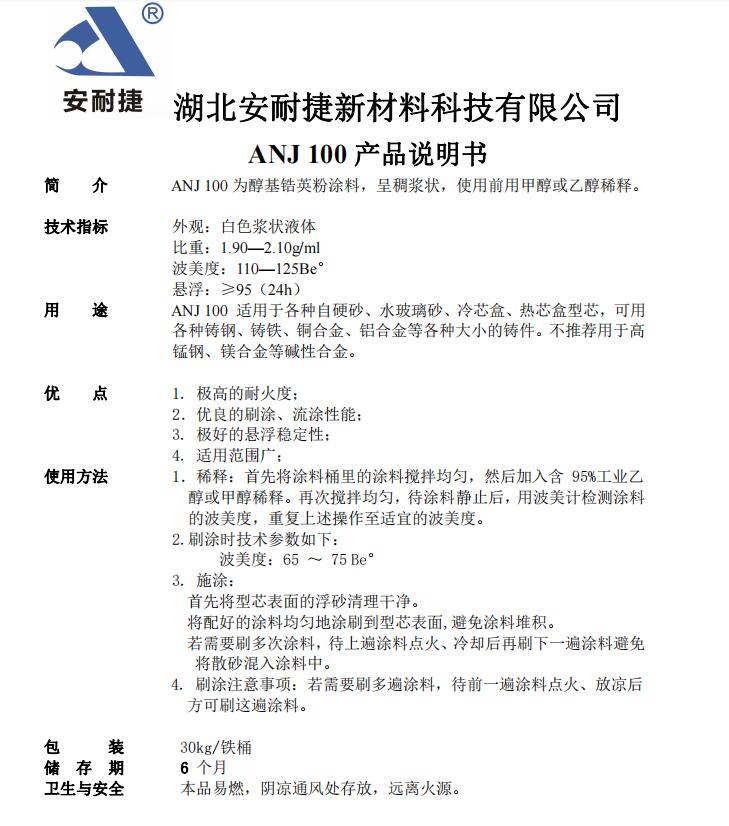 精品牛牛影視久久精品:ANJ產品說明100
精品牛牛影視久久精品:ANJ產品說明100
 精品牛牛影視久久精品:安耐捷F-200G高發熱冒口產品說明
精品牛牛影視久久精品:安耐捷F-200G高發熱冒口產品說明
 精品牛牛影視久久精品:ANJF-909發熱冒口覆蓋劑說明書
精品牛牛影視久久精品:ANJF-909發熱冒口覆蓋劑說明書
 精品牛牛影視久久精品:ANJF-400D冒口說明書
精品牛牛影視久久精品:ANJF-400D冒口說明書
 精品牛牛影視久久精品:ANJF-300B發熱保溫板
精品牛牛影視久久精品:ANJF-300B發熱保溫板
 精品牛牛影視久久精品:ANJF-200X說明書
精品牛牛影視久久精品:ANJF-200X說明書
 精品牛牛影視久久精品:ANJF-100B冒口說明書
精品牛牛影視久久精品:ANJF-100B冒口說明書
 安耐捷冒口介紹
安耐捷冒口介紹
 安耐捷冒口名稱
安耐捷冒口名稱
 涂料系列
涂料系列
 冒口系列
冒口系列
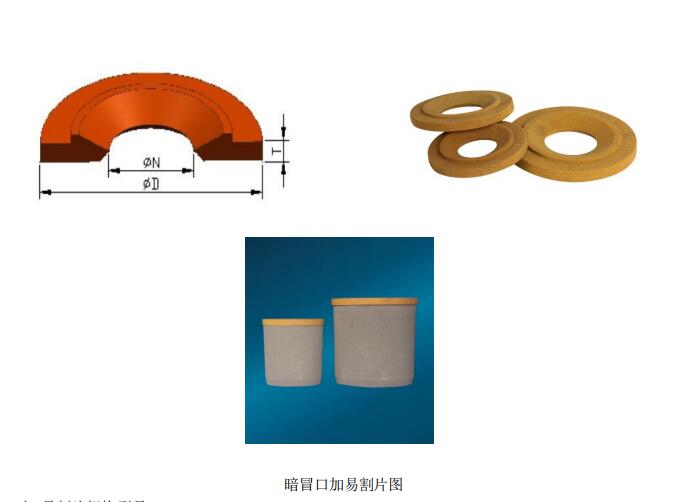 精品牛牛影視久久精品:安耐捷F-EGP系列冒口易割片
精品牛牛影視久久精品:安耐捷F-EGP系列冒口易割片
 精品牛牛影視久久精品:鑄造用ANJ-F系列高效發熱冒口應用技術
精品牛牛影視久久精品:鑄造用ANJ-F系列高效發熱冒口應用技術
 耐火涂料
耐火涂料
 精品牛牛影視久久精品:廣東煉鋼電爐爐料如何選擇
精品牛牛影視久久精品:廣東煉鋼電爐爐料如何選擇
 精品牛牛影視久久精品:湖北武漢襄陽耐火材料
精品牛牛影視久久精品:湖北武漢襄陽耐火材料
 精品牛牛影視久久精品:溫州打爐料坩堝解決方案
精品牛牛影視久久精品:溫州打爐料坩堝解決方案
 成型坩鍋
成型坩鍋
 中性爐襯材料
中性爐襯材料
 堿性爐襯材料
堿性爐襯材料
 精品牛牛影視久久精品:酸性爐襯材料F系列
精品牛牛影視久久精品:酸性爐襯材料F系列
 線圈膠泥
線圈膠泥
 無碳鋼包耐火材料
無碳鋼包耐火材料
 中性爐襯材料廠家
中性爐襯材料廠家
 中性爐襯材料批發
中性爐襯材料批發
 中性爐襯材料報價
中性爐襯材料報價
 中性爐襯材料銷售
中性爐襯材料銷售
 中性爐襯材料生產
中性爐襯材料生產
 線圈膠泥廠家
線圈膠泥廠家
 精品牛牛影視久久精品:酸性爐襯材料A系列
精品牛牛影視久久精品:酸性爐襯材料A系列
 精品牛牛影視久久精品:酸性爐襯材料R系列
精品牛牛影視久久精品:酸性爐襯材料R系列
 精品牛牛影視久久精品:酸性爐襯材料G系列
精品牛牛影視久久精品:酸性爐襯材料G系列
 氣動振動筑爐機
氣動振動筑爐機
 澆注料
澆注料
 堿性爐襯材料廠家
堿性爐襯材料廠家
 高性能修補料
高性能修補料
 搗打料價格
搗打料價格
 鐵水包澆注料
鐵水包澆注料
 搗 打 料
搗 打 料
 澆注料廠家
澆注料廠家
 透熱爐料
透熱爐料
 精品牛牛影視久久精品:酸性爐襯材料2系列
精品牛牛影視久久精品:酸性爐襯材料2系列
 搗打料廠家
搗打料廠家
 堿性爐襯材料批發
堿性爐襯材料批發
 堿性爐襯材料報價
堿性爐襯材料報價
 精品牛牛影視久久精品:酸性爐襯材料3系列
精品牛牛影視久久精品:酸性爐襯材料3系列
 精品牛牛影視久久精品:酸性爐襯材料D系列
精品牛牛影視久久精品:酸性爐襯材料D系列
 電動筑爐機
電動筑爐機
 中性爐襯材料價格
中性爐襯材料價格
 精品牛牛影視久久精品:中性爐襯材料烤爐工藝
精品牛牛影視久久精品:中性爐襯材料烤爐工藝
 精品牛牛影視久久精品:中性爐襯材料烘爐工藝
精品牛牛影視久久精品:中性爐襯材料烘爐工藝
 精品牛牛影視久久精品:60噸中頻電爐工藝
精品牛牛影視久久精品:60噸中頻電爐工藝
 精品牛牛影視久久精品:45噸爐氣動筑爐烘爐工藝
精品牛牛影視久久精品:45噸爐氣動筑爐烘爐工藝
 精品牛牛影視久久精品:40噸爐氣動筑爐烘爐工藝
精品牛牛影視久久精品:40噸爐氣動筑爐烘爐工藝
 精品牛牛影視久久精品:10-15噸中頻爐氣動筑爐烘爐及維護工藝
精品牛牛影視久久精品:10-15噸中頻爐氣動筑爐烘爐及維護工藝
 精品牛牛影視久久精品:5噸中性料施工工藝
精品牛牛影視久久精品:5噸中性料施工工藝
 精品牛牛影視久久精品:3噸中性料施工工藝
精品牛牛影視久久精品:3噸中性料施工工藝
 精品牛牛影視久久精品:2噸中性料施工工藝
精品牛牛影視久久精品:2噸中性料施工工藝
 精品牛牛影視久久精品:1.5噸中性料施工工藝
精品牛牛影視久久精品:1.5噸中性料施工工藝
 精品牛牛影視久久精品:0.75噸中性料施工工藝
精品牛牛影視久久精品:0.75噸中性料施工工藝
 精品牛牛影視久久精品:中性爐襯材料LFS-983產品介紹
精品牛牛影視久久精品:中性爐襯材料LFS-983產品介紹
 精品牛牛影視久久精品:中性爐襯材料LFS-982產品介紹
精品牛牛影視久久精品:中性爐襯材料LFS-982產品介紹
 精品牛牛影視久久精品:中性爐襯材料LFS-885CR產品介紹
精品牛牛影視久久精品:中性爐襯材料LFS-885CR產品介紹
 精品牛牛影視久久精品:中性爐襯材料LFS-882A產品介紹
精品牛牛影視久久精品:中性爐襯材料LFS-882A產品介紹
 精品牛牛影視久久精品:中性爐襯材料C-90產品介紹
精品牛牛影視久久精品:中性爐襯材料C-90產品介紹
 中性爐襯材料
中性爐襯材料
 中性料檢驗報告
中性料檢驗報告
 精品牛牛影視久久精品:中性料C-75熔鋁產品介紹
精品牛牛影視久久精品:中性料C-75熔鋁產品介紹
 精品牛牛影視久久精品:8噸酸性料施工工藝
精品牛牛影視久久精品:8噸酸性料施工工藝
 精品牛牛影視久久精品:3噸酸性料施工工藝
精品牛牛影視久久精品:3噸酸性料施工工藝
 3噸酸性料工藝
3噸酸性料工藝
 2噸酸性料工藝
2噸酸性料工藝
 精品牛牛影視久久精品:1噸酸性料施工工藝
精品牛牛影視久久精品:1噸酸性料施工工藝
 精品牛牛影視久久精品:0.75噸酸性料施工工藝
精品牛牛影視久久精品:0.75噸酸性料施工工藝
 精品牛牛影視久久精品:0.5噸酸性料工藝
精品牛牛影視久久精品:0.5噸酸性料工藝


在電解(jie)鋁用陽極組(zu)(zu)裝(zhuang)生產流程中(zhong)(zhong)(zhong),中(zhong)(zhong)(zhong)頻(pin)爐(lu)(lu)(lu)被稱為系(xi)統(tong)的(de)(de)“心(xin)臟”,負(fu)責鐵水(shui)輸出、一個(ge)流程完畢磷鐵回收再熔(rong)(rong)(rong)化輸出。因此(ci),中(zhong)(zhong)(zhong)頻(pin)爐(lu)(lu)(lu)工作性能的(de)(de)好壞(huai),直接影(ying)響陽極組(zu)(zu)裝(zhuang)工序生產效率、能耗以及澆鑄質量。中(zhong)(zhong)(zhong)頻(pin)爐(lu)(lu)(lu)工作性能主(zhu)要(yao)分熔(rong)(rong)(rong)化效率和爐(lu)(lu)(lu)齡,其(qi)中(zhong)(zhong)(zhong)熔(rong)(rong)(rong)化效率由自身(shen)電氣系(xi)統(tong)所決定,受先(xian)天(tian)性不(bu)可(ke)控因素較(jiao)多(duo);而爐(lu)(lu)(lu)齡長短則與后天(tian)人為管理(li)有(you)密切關系(xi),如使(shi)用的(de)(de)爐(lu)(lu)(lu)襯材料、筑爐(lu)(lu)(lu)方法、烘爐(lu)(lu)(lu)工藝、日(ri)常維護以及被熔(rong)(rong)(rong)化的(de)(de)爐(lu)(lu)(lu)料成分等。較(jiao)長周期的(de)(de)爐(lu)(lu)(lu)齡,不(bu)但可(ke)以**生產鐵水(shui)的(de)(de)連續(xu)供應,有(you)利于生產效率的(de)(de)提(ti)升,而且還(huan)可(ke)以通過計(ji)劃性安排停(ting)爐(lu)(lu)(lu)**中(zhong)(zhong)(zhong)頻(pin)爐(lu)(lu)(lu)的(de)(de)安全(quan)運行。
1、爐襯(chen)結構
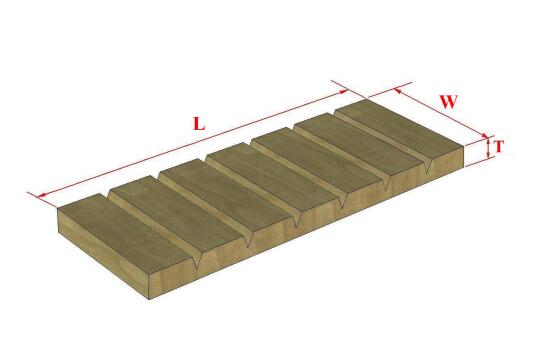
1臺按規范燒結(jie)好的中(zhong)頻爐(lu)爐(lu)襯具有典型的三層(ceng)結(jie)構(gou):燒結(jie)層(ceng)、半燒結(jie)層(ceng)和疏松層(ceng)。各層(ceng)初始厚度(du)約各占爐(lu)襯厚度(du)的三分之(zhi)一,界(jie)線清(qing)晰,如圖(tu)1、圖(tu)2所(suo)示。
1)燒結層。表面光滑呈釉面狀(zhuang),截(jie)面內(nei)無(wu)明顯粗(cu)大裂紋(wen),是爐壁料在高溫鐵水(shui)作用下,使(shi)石(shi)英砂從β-石(shi)英、α-石(shi)英、α-鱗(lin)石(shi)英,隨著溫度的逐級(ji)提升晶型轉變為α-方石(shi)英燒結而成的工作面坩堝,形成均勻(yun)完整燒結網(wang)絡,具有抗沖擊(ji)、耐(nai)高溫、耐(nai)侵蝕、熱態穩定的特(te)性。
2)半燒(shao)(shao)結層(ceng)。是(shi)燒(shao)(shao)結層(ceng)和松散(san)層(ceng)之間的過渡帶,其作用是(shi)**燒(shao)(shao)結層(ceng)的應力,阻止燒(shao)(shao)結層(ceng)內產生的裂紋向外延伸。
3)松散層(ceng)。是幾乎沒有燒結的(de)砂料,其作用(yong)是緩(huan)沖因體積膨脹和收縮造成的(de)危害(hai)。燒結層(ceng)產生裂(lie)紋造成鉆鐵(tie)后松散層(ceng)起阻(zu)擋作用(yong),防止漏爐(lu)故(gu)障的(de)發生,同時還有隔熱作用(yong)。
2、爐襯壽命
某公(gong)司陽(yang)極組裝工序曾因中頻爐(lu)(lu)(lu)爐(lu)(lu)(lu)襯壽命短(duan),鐵水供應緊張使生產和安(an)全一度陷入被動局面,且異常(chang)(chang)短(duan)的爐(lu)(lu)(lu)齡(ling)使作業人員稍(shao)有不慎就會(hui)造成漏爐(lu)(lu)(lu)事故,存在(zai)極大(da)安(an)全風險。某公(gong)司2014年7月爐(lu)(lu)(lu)齡(ling)統計(ji)情況見(jian)表1,正常(chang)(chang)使用爐(lu)(lu)(lu)齡(ling)平(ping)均(jun)在(zai)50爐(lu)(lu)(lu)次,約13天(tian)左右,.長不超過60爐(lu)(lu)(lu)次,.短(duan)僅(jin)用30爐(lu)(lu)(lu)次,約7天(tian),遠遠低(di)于同行(xing)業正常(chang)(chang)爐(lu)(lu)(lu)齡(ling)。

3、爐襯壽命對(dui)陽極組(zu)裝生產(chan)的影(ying)響
3.1對烘爐時(shi)間的影響
由(you)于爐(lu)(lu)(lu)(lu)齡短,新老更替(ti)需要頻繁刨(bao)爐(lu)(lu)(lu)(lu)筑爐(lu)(lu)(lu)(lu)、啟爐(lu)(lu)(lu)(lu)烘(hong)(hong)爐(lu)(lu)(lu)(lu),尤其烘(hong)(hong)爐(lu)(lu)(lu)(lu)占用時段較長(chang)(30h以上),導致鐵水(shui)供(gong)應不(bu)足直接影(ying)響陽極澆(jiao)鑄線產量。澆(jiao)鑄產量低,只有通過(guo)額外增加班次才(cai)能完成生(sheng)產任務,給正常烘(hong)(hong)爐(lu)(lu)(lu)(lu)工藝帶來壓力。正常情(qing)況烘(hong)(hong)爐(lu)(lu)(lu)(lu)過(guo)程安排在澆(jiao)鑄線計劃檢修停產日,這樣烘(hong)(hong)爐(lu)(lu)(lu)(lu)過(guo)程時間比較充(chong)足,爐(lu)(lu)(lu)(lu)襯燒結質量過(guo)關。
3.2對筑爐(lu)質量的影(ying)響(xiang)
由于頻(pin)繁筑爐(lu),基本達(da)到(dao)平均每天筑1臺爐(lu)的(de)頻(pin)率,.多(duo)時(shi)抽調(diao)5人分(fen)兩組(zu)作(zuo)業,含當天刨舊爐(lu)襯(chen)、筑新爐(lu)襯(chen),筑爐(lu)人員勞動(dong)強(qiang)度非常(chang)大,疲勞作(zuo)業致使筑爐(lu)質量變差(cha),尤其是打(da)(da)結時(shi)間和打(da)(da)結密度很難**。
3.3對鐵水質量(liang)的影響
雖(sui)然工藝要求鐵水出爐溫(wen)度控制在(zai)1400±50℃,澆(jiao)鑄溫(wen)度控制在(zai)1350±50℃。但按此標準(zhun)執行的鐵水由于黏度大、流動(dong)性差,澆(jiao)包內后(hou)半(ban)包鐵水隨澆(jiao)鑄作業過程(cheng)溫(wen)度降(jiang)低幾乎無法澆(jiao)鑄,無法及(ji)時回爐就(jiu)被(bei)就(jiu)近倒掉做成了啟熔塊,間接助長了澆(jiao)鑄線鐵水缺(que)口。
為(wei)了滿足(zu)澆鑄生(sheng)產(chan)需要,在實際操作中只有通(tong)過提高鐵(tie)(tie)水(shui)出爐溫(wen)度,來(lai)增強鐵(tie)(tie)水(shui)流(liu)動(dong)性。據現場實測,能夠滿足(zu)澆鑄流(liu)動(dong)性需要的鐵(tie)(tie)水(shui),出爐溫(wen)度至(zhi)少(shao)在1520℃以(yi)上,澆鑄溫(wen)度在1450℃以(yi)上,出爐時鐵(tie)(tie)水(shui)呈發亮(liang)發白狀。
3.4對澆鑄質(zhi)量(liang)的影(ying)響
碳碗內澆鑄的(de)磷(lin)(lin)鐵(tie)不(bu)(bu)滿(man)不(bu)(bu)實不(bu)(bu)平(ping)整,由于鐵(tie)水(shui)流動性(xing)差(cha)、固化快,設計的(de)磷(lin)(lin)鐵(tie)環注入空間還未填滿(man),鐵(tie)水(shui)即被凝(ning)固,導致磷(lin)(lin)鐵(tie)澆鑄內部、外(wai)觀(guan)都(dou)存在缺(que)陷,從而(er)影響澆鑄整體質(zhi)量。
總之,爐(lu)(lu)(lu)齡短、鐵水供應(ying)不足、產量(liang)壓力大、鐵水流動性差、出爐(lu)(lu)(lu)溫度高等因素相互制約,形成(cheng)了惡性循環,導致生(sheng)產陷入被(bei)動局面(mian)。因此要提高中頻爐(lu)(lu)(lu)爐(lu)(lu)(lu)襯(chen)的(de)使(shi)用(yong)壽命(ming),降低其對陽(yang)極組裝(zhuang)生(sheng)產的(de)影響(xiang)。


 當前位置:
當前位置:
